1 �wՓ
1.1 ����
��ܗ������Փ���о��ڙCе�ӹ��͙Cе���ӗl���£��Ɍ��ΈD���c�Ɍ����\���g�ă���ϵ����D�QҎ�ɵ�һ�T���A�Ե����d���g�ƌW�����漰�����W���֎ΌW���C���W�ȌW�ƣ��䑪�ñ鼰�X݆���OӋ��݆݆���OӋ���C�����\�ӷ����c�C�ϡ��ӹ�����ȱ����I�������������W���ڻ��ڎν����Ĺ�ܗ������Փ�������˴��������������˽�������Ĺ�ܗ��Փ[1-7]��Ȼ�����S�����ֻ��OӋ�ͼӹ����g�İlչ����������Ĺ�ܗ��Փ�Ѳ��ܝM��F���OӋ�c�ӹ����g����Ҫ����ˣ�������Ҫ�о������xɢ��ʽ�Ĺ�ܗ����Ĕ��ֻ�������������ܗ����Ĕ��ֻ������wϵ���锵�ֻ�����Ĺ�ܗչ�ɼӹ��춨��Փ���A��
Ŀǰ����ܗ�����о��Д��ֻ��M�̄���[8-12]����ǰ�ڹ��������˹�������o��ĸ���淽�̣�������еĹ�ʽ�ƌ����õ���ܗ����Ľ������_ʽ��Ȼ����Ӌ��C�M��һЩ��̎���������Mһ�����о�����Ҳ�л���ĸ���淽�̺�ܗ�\�ӷ��̵�Ӌ��C��ⷽ����Ȼ����߀�]���γ������Ĺ�ܗ����Ĕ��ֻ������wϵ��
���^��ܗ����Ĕ��ֻ������������������ڒ��_���y��ܗ������Փ�ķ����ƌ��c׃�Q���H�����乲ܗ�l���Ę����Pϵ�����Ô��ַ���[13-19],������Ӌ��C���ɽ�Q��ܗ������Փ�еĸ��N���}�����ܽ┵��ĸ���憖�}������̎������ĸ�������↖�}�����F�������x�ϵĹ�ܗ����Ĕ��ֻ��������������Ĕ��ֻ������ֻ��ķ�������^�̡���ˣ��M�й�ܗ����Ĕ��ֻ������о����e�ǔ��ֻ���ܗ�������������Ҫ����Փ�͌��Ãrֵ��Ҳ�ǽ��ԓ�I������о����c�����c��
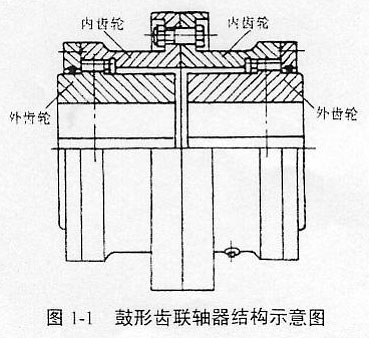
�����X�S������D1-1��ʾ����һ�N���܃����Ŀ���ʽ�����S��20���ǙCе���ӵ���Ҫ���������܉��a�����S�g�����S�Ƕȼ���C��λ�ƣ����fŤ�ط����V���S���D��Ҳ�^�ߣ���ұ�𡢲ɵV�����������ء��\ݔ�ȸ��N�Cе�O���Ы@��Խ��Խ�V���đ��á�
�ڇ��H�ϣ����I�l�_��������50�����ʹ���˹����X��������������1950���_ʼ��܈䓙C�Ͼ͏V��ʹ�ù����X�S����ԭ�KҲ���^���_ʼ��܈䓙C��ʹ�ù����X�S���ć��ң����Ұlչ�^�죬��1972��������ԭ�K�������͙Cе��S�ƶ��������X�S���Ę˜ʣ�Ȼ����ԭ�K�ձ��ƏV���ձ�Ҳ�Ƿe�O���M���ƏV�����X�S���ć��ң�������B܈�C���Ѵ�ʹ�ã�ԭ�����ڹ����X�S���ϸ��Ǵ����lչʹ�õć��ң������������܈䓙C����Ҫ��־֮һ������ʹ�ù����X�S����
�҇����@������о�����Ҫ��һЩ����60������ڲ��_ʼ�����X�S����������ƹ���������������҇��ć������M�ij����O���У��e�����M��ұ���O���е��X݆�S�������ǹ����X�S������H��h��F��˾���M��һ����܈�Cϵ�y�У������X�S�����b�C���_��ǧ��������ϣ�ÿ���������M�����İ��fԪ���ϡ������猚䓡�̫䓡���䓡���䓵�Ҳ����������ԓ�N�S�����F�ڇ���ͨ�^�������M���g������С�����y�L����ԓ�aƷ����δ�܌�ԓ���Ӽ����\�әC���M�������о�������߀��δ����һ���������������OӋ�����ͳ������켼�gҲ��aƷ�ļ��g�����c�������Mϵ�ЮaƷ������^���࣬��������һ��H������1/2��1/3���ң�һЩ��Ҫ��܈䓙C�����ӹ����X�S�����������Ҫ��ه�M�ڣ����Hÿ����M���Ҵ�����R�����ҽ���Ӱ�܈䓙C���a�������M�С���ˣ��M�й��X�S���@һ��Ҫ���A���ęC���о����_�l���Ї��H���Mˮƽ�������X݆�S����ϵ�ЮaƷ������ܗ�����X�S������ʮ�����е���Ҫ�о��n�}��
1.2 �īI�C��
1.2.1 ��ܗ����Ĕ��ֻ������о��������о��śr
�M���ʮһ���o���Cе�ƌW�c���g�İlչ����Ѹ�ͣ����緶�������M���켼�g�ĸ������漤�ң���Ч�ʡ����|���������Ե��OӋ�c����aƷ������I���о��߲�и���Ŀ�ˡ��F���ƌW���g�İlչ�����Ƅ����Cе�OӋ�c��I�M�뽻�滯���C�ϻ�����Ϣ�������ɻ����Ԅӻ������ܻ������ֻ������ݻ������ܻ��lչ���µĚvʷ�r�ڡ�
�X݆�ǙCе���ӵĻ��AԪ�����������|��ֱ��Ӱ푙C���O��ľ��ȡ�Ч�ʡ����͉����������յȰl�_���Ҍ��X݆���켼�g�dz���ҕ[21-23],�����������켼�g�е��P�I���A���g�����J�飬һ�ˇ��ҵ�����ˮƽ�w�F����܇���I������܇���I���gˮƽ�t��ӳ���X݆���졣������X݆�������͉ܺ��������F���١����d����Ч�����룬�迼�]�\���е�������׃�Σ��������넂�w�Ę˜��X���Ѳ��ܝM��Ҫ��ˣ����OӋ�����X���F�ژ˜��X���������Σ����m�����H�\���еć���׃�����M����|���Ă���Ҫ��CAD/CAE���g������Ԫ��߅��Ԫ������Ӌ��Cģ�M�͔�ֵ���桢�����OӋ�ȼ��g���ã����X�΄������OӋ�ṩ���ֶ�[24-31]���Ԕ��ֻ��xɢ��ʽ���_�������X�����OӋ���ɞ�F���OӋ��Փ�ͷ�����һ����Ҫ�lչ����
�F�е��X��ӹ���������η���չ�ɷ������ǻ��ڎν����ļӹ���Փ���乲ܗչ���\���ǻ����B�m����ģ���ˣ�������Ҫ�о����ڔ��ֻ�������չ����Փ�ͷ��������F���ֻ��OӋ������ӹ���Ŀǰ��δҊ�����P���ֻ�����Ĺ�ܗչ�ɼӹ��о������
��Q���ֻ�����չ�ɵĆ��}������Ҫ��Q���ֻ���ܗ�憖�}���������������W���ڹ�ܗ����ԭ�����������S���о�����[32-38]�������\�ö�N���W���������Ɍ��ΈD���c�Ɍ��\���g�ă���ϵ����D�QҎ�����������о�[39-47]���@Щ���ڎν����ķ����о��ɹ����������о��гɌ��ΈD���c�Ɍ��\���Pϵ���}�����h���ձ��ָ�����x��
�ڹ�ܗ���憖�}�У������������傀�����Ѓɂ���ܗ���榲1�c��2���ɂ���ܗ�\��v1�cv2��һ���������榲c���傀�����У�ֻҪ��֪����������������������ɂ���������ͬ����֪�l�������Ҫ���ԽM�Ϟ�����}�������a���`�У��Ҋ�Ć��}����֪�ɹ�ܗ�\��v1��v2��ĸ���棬��ܗ���榲2�����磺��֪��������͙C�����\����ʽ����͵������棬��֪܈�������܈�C��ʽ��݁�����棻��֪һ�X��̓��X���g�������\������һ�c֮���ϵ��X��ȵȡ��҂����@��}�Q��_����ܗ���憖�}����駲�ͬĹ�ܗ�����ܗ�\�ӣ��_����ܗ����ķ����ɷ����
һ��������oֹ��������������ǣ���ɹ�ܗ�������\���^���У�����λ�ù̶����څ������g��˲�r���|����׃�����|�E�����˻���ֱ�������������@�r������^���У��Ϳɰуɹ�ܗ���濴���������oֹ�ģ��@�N���}�����Q�������oֹ�������Q�oֹ�������@�m���ڦ�1����2�������D�棨���Ħ��݆���漰�Cֱ݁��͈A�ı��棩����һ�������棬��һ�����D�棨��ĥ�������ەr��ĥ݆�����c�����۱��棩����r��
����ǰ��j��������˼���Ǯ�ĸ���榲1���������\��v12=v1-v2�r���ڹ�ܗ���榲1������ϵ�о��γ���������{��1}���@�r��ܗ���榲2�Ϳɿ�����������{��1}�İ��j���@�N���}������Ȼ���o�^���j���������֎��е�һ�N�ŵ䷽����ԓ�����Pϵ������������V�����\���^�����ڽY�����a�еČ��H���}�M���о������j�������lչ����������һϵ��Ӌ�㹫ʽ������ĽY����������Փ�C����ⶼ���^����[48]��
������\�ӌW���������˼���ǃɹ�ܗ������˱��C��ÿһ���|�c�ϣ�������Ƕ��Ҳ�����x���������\�Ӿ��ٶ�v12������ڃ�����ԓ�c�������ϣ������fv12��횴�ֱ�ڃ�������ԓ�c�Ĺ�����N������v12��N=0���@���X݆����ԭ���ЏV�����õ�һ�N���������������_���\�ӌW���x���������N�����Ļ���ԭ����һ�µģ�ֻ�Ƿ������}�ij��l�c�ͽ��}·����������ͬ��
�S���Cе���ӳ����߾������١���Ч�͵��뷽��İlչ��������ЌW��������Թ�ܗ����ĸ���[49-51],��ȡ���˴����о��ɹ������y�Ĺ�ܗ����ԭ�����о��Cе�OӋ�͙Cе�ӹ��У��Ɍ��ΈD���c�Ɍ��\���g�ă���ϵ����D�QҎ�ɵ�һ�N��Փ�����Ǒ����\�ӌW�͎���Փ��Q�Cе�OӋ�������I�����T��_���������桢܈�݁���Լ����g��������Ȇ��}��һ�T���ÌW�ƣ����Cе�ӹ���Cе���ӵ��о����ЏV����ָ�����x�����ǣ����y�Ĺ�ܗ����ԭ�����ڌ���ܗ����ҕ�鄂�w�ėl�����M���о��ġ����ڬF���ęCе�ӹ��͙Cе�����У���Ɍ�����õĎΈD�β��DŽ��w��������Ȼ�������r�a��һ��������׃���@���������\���g�ă���ϵ����QҎ���c���鄂�w�r��ͬ���@��ƫ�ӳ���Cе�\���о����d�ɷֲ�Ҏ�ɺ��\�����Եȵ�׃������ӳ���Cе�ӹ��о���������ε��`�Ҫ�õ����ό��H�ď����w���漰���\��Ҏ�ɣ��ͱ���M���������^ȥ�Ĵ���о������ڔ��W�����W��Ӌ��ƌW߀���߂��ֵėl�����о����������چ�һ�Č������X݆�����εȵȡ��@Щ�о��������M���m�����Σ��ɴ����߂��Ӽ����d�������\��ƽ���ԣ����͂����^���е��������������@Щ�о�ȱ��������ָͨ�����x����Փ���ڙCе���ӳ������١����d����Ч�ʡ��߾��ȡ���������lչ���Cе�ӹ������߾��ȡ���Ч�ʷ���lչ�Ľ��죬������Ҫ�����ձ�ָ�����x����Փ�����о����A�����Թ�ܗ����ԭ�����Ǟ��m���F�������I�lչ�F����Ҫ���������Փ�������Ԕ��W�����W��Ӌ��ƌW�lչ���³ɹ��͂��y�Ĺ�ܗ����ԭ�����A�ģ��о������w�Ɍ��ΈD�μ����\���g�ă���ϵ����D�QҎ�ɵ�һ�N��Փ���������о����Ǿ��й��Եď����w�Ĺ�ܗ�����c��ܗ�\���g���Pϵ��������ЏV�����F������Փָ�����x���@���Փ���о��ɹ��،������ƄәCе�ӹ��͙Cе���������P��ܗ���淽���о��İlչ�������팢�lչ�ɞ�һ�T�C�ώ���Փ�����W��Փ��Ӌ��ƌW�ľ��б��������I��č��µļ��g�W�ơ�
�c֮���P���X݆�����о��ڲ���lչ[52-59]��ᘌ���ͬ�Č������η�������ǧ����ڌ����غ϶��X݆�������У��քe��ֱ���X�����κ͒��タ�X�����Σ��o����ͬ�����������Ʉ����W�ַ����M�з������ó����^�M������νY�����@�N��������������������ֱ���͒��タ����˿�������څ�����A�ȴ_���ģ������������������е�څ�݁�ӋՓ����������ֻ�ܵó��o�����^���ߡ��P�����X݆����������[60]������ӑՓ���Ƿ��M�뇧�ϵĽ����c�������������ÙC��߀�д��о����īI[61]���X픺��X��������ȥ�ķ�����ӑՓ���乤ˇ���F���}��Ŀǰ���õ������Ѳ������ڝu�_���X݆�����ё����ڶ�N�X�ε��X݆����[62-63]��
�X݆���ӵĽ����о��c�������ܲ��ɷֵģ�����X݆������������Դ���Ǯa���ڏ��ԇ��ϵķǹ�ܗ�Լ������P�Ą����W���}����ӵ�ԭ������ڏ���׃�������£������Юa�����Ó��͇����a���ď�ָ�F��
�P���X�ε��о���߀��һ����Ҫ�ķ��棬�Ǿ��Dz����xɢ�c��һЩ����ӗl�혋������Σ����ڹ�ܗ��������Ҳ������µ�Ҫ��
�X݆���ε�ԇ��о������^�m������߳��d�����ĽǶȁ������X������Ҳ��һ����Ҫ;����ͬ�ӣ����ڏ���׃�εĂ��Ӿ���Ҳ����������Ҫ���]��һ�����档
���H�ϵ��X݆�о���Ҳ�ڲ�����о�̽��������F.L.Litvin������ČW��Ⱥ��������l�����S���c�X݆�������P���о�Փ�ġ��о�����ĈA���X݆���A�F�X݆���Ľ��|������Ӌ����浽�����W��������ȡ�����^����Mչ[64-70]��
�X݆�����^�m��������ӵ������߾��ȡ��ͳɱ���С���p������Ч�ʷ���lչ�����Թ�ܗ������о����ęC�����f�ǿ��]���N����׃���µĹ�ܗ��↖�}���@Щ׃�ο����ǿ�׃�ģ�������׃�Σ�Ҳ��������׃�ģ����׃�Σ�߀�����ǏV�x�����ģ������찲�b�`��ȵȡ�����ڌ��H���r�£������^����Ȼ�ǹ�ܗ�ģ���ô���\�Ӿ��Ⱦ��^�ߣ������Ą����W���Ծͺã����d����Ҳ�^�ߣ��ɴˮa������������ӡ����������ȵȷ��涼�ɵõ��^�õ�Ч����
�S���Cе�OӋ������I�Ԅӻ������ֻ��;C�ϻ�څ���ٰlչ������ܗ����Ĕ��ֻ��OӋ�ͼӹ��о��ڙCе�˸��R�����_ʼ�õ��Pע�����õ��ˇ�����Ȼ�ƌW�Ŀ�����Y����Փ����������Ĺ�ܗ����Ĕ��ֻ������������о��������е���Ҫ�M�ɲ��֡����ĺ��ă����ǻ��ڔ�������������Փ�c����������˼·�ǏĹ�ܗ������γ��^�̿��]����ĸ���榲1��ܗ���榲2������ɴ��c�����J�鹲ܗ���榲2�����\���^����ĸ���榲1�ϝM�㹲ܗ�l���c��S2���˿��g���ɵ��c���ĺ��^���F�����������ǏĔ��ֻ��xɢ������l�����Ô�ֵ�����ֶΌ���������քe�ز�ͬ�ķ���u��v����һ�����w�Ͼ��ж��A�B�m���������Θӗl��ֵ�������������p�΅���������һ�c�����|��ӑՓ�˻����P�ھ��ІΎ΅����ăɗl�������c�����|���о��������������\���^���еĹ�ܗ�Pϵ�͗l����������OСֵ�Ĕ���Ҏ��ģ�ͣ����Ã����㷨���������c����ĸ���榲1�ܗ�Ĕ������榲2�����P�I���g���ڌ���ܗ�l���D�Q�����OСֵ�ă���ģ�ͣ����F��Ӌ��C�o������ܗ�c����Ŀ�ˣ�������ȫ�˹��M��׃�Q�ͽ���������ܗ���ڵķ���������
�����Ͻ�B��֪�����ڽ�������Ĺ�ܗ������Փ�o���ǹ�ܗ��������ܗ���|�������_��Ч�Ĺ��ߣ����ǣ��@����Փ����������ȱ�ݣ�һ�������׃�Q�͎�׃�Q���s��Ӌ�㹤��������Ӌ��C����ֱ����ɣ�ʹ��Ӌ��C���桢�ӹ��̈́ӑB�����OӋ�y�Ԍ��F�����nj��ǽ�������Ĕ������棬���y�Ĺ�ܗ������Փ�c���������ӑB�����OӋ�y�Ԍ��F�����nj��ǽ�������Ĕ������棬���y�Ĺ�ܗ������Փ�c���������t�o�ܞ�������ʹ���������ĸ��N�������Ҳ���ص�Q�������}����ˣ����ڔ�������������Փ�c�������о����@���Ȟ���Ҫ�������ڽ���ஔһ�Εr�g�ȳɞ�ԓ�I������о����}��
1.2.2 �����X�S�������о��śr
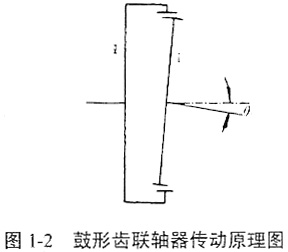
�����X�S������ԭ����D1-2��ʾ�������X�S���ă��X݆��һֱ�X���X݆�����X݆���X����һ����Ĺ����X݆���������X݆�X���γɷ�ʽ�IJ�ͬ�����X݆�ַ֞鹲ܗ�X������X݆�ͷǹ�ܗ�X������X݆�����ڹ����X݆�ӹ���ˇ���Pϵ���Fʹ�õĹ����X�S������ǹ�ܗ�X�����X݆�Ĺ����X�S������ܗ�X��Ĺ����X�X�����c���X݆��ܗ�ļӹ���ʽ�a�����ǹ�ܗ�X��Ĺ����X�X���ஔ���ڲ�ͬ�˽�����u׃λ��һϵ���X݆Ƭ�C�B���ɣ�׃λ���c�S�������γɵ������Q��Ķ��������Ķ������ǹ����X�S�����е���Ҫ�΅������F���õĶ���һ�ΈA����Ҳ�������ΈA���ģ��@Щ�A�Q��λ�ƈA���ڈA���Ķ������У���λ���������X݆�S���ϵģ��в����S���ϵģ���λ�ƈA�����c�X����������غϵģ�Ҳ�в�ͬ���ĵģ��Ķ��������OӋ�o�yһ��Փ������ͨ�����Խ���OӋ�����������ķN�������в�ͬ�Ŀ��]���棬�����x��Ҫ���ǣ���1�����S�g�A��̎�����r�����F��߅���|�F��2��݆�X�����d��ԽСԽ�ã����X�������cλ�ƈA���ʳ����ȣ����λ�ƈA�돽���M���ܴĶ��������ʰ돽�c���X�Ȝp�����������Pϵ�������c�X�ć����g϶���P���p����������ܕ���ɸ��棬�p�����^��t�������X�ď����҂�϶̫��
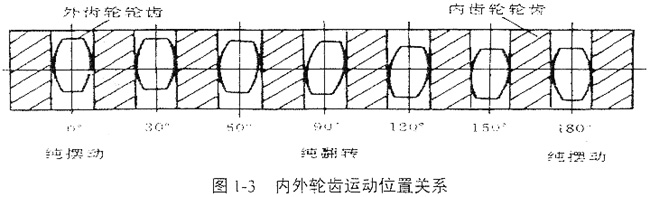
�����X�S�����\���Ǐ��s�Ŀ��g�\�ӣ��F���Y�Ͼ�����������չ�_��ƽ���\�Ӂ��M�з����������S�g�A�ǵĠ�B�£����\�ӷ֞��X�Ĕ[���\�Ӻͷ��D�\�ӡ��@�ɷN�\���ڇ����^�̵İ����н��v���[�ӡ��ͺ��\�ӡ������D���ͺ��\�ӡ����[�ӵ�ѭ�h�\���^�̣���D1-3��ʾ�����[�������D����λ���90�㡣�ڷǼ��[�Ӻͼ����D�\���^���У������X�������\���ǔ[���\�Ӻͷ��D�\�ӵďͺ��\�ӡ��@Ȼ�@�N�������������Ǻܴ��Եģ��o���_�е����������Ŀ��g���Ϡ�B�����������ڷ����X��λ�ơ���߅�����F���f��ijһ݆�X��̎����λ���������x�ġ�
�ڷǹ�ܗ�X������X�S�������S�g�A�ǵĂ����У��������������D�ӡ��@�N�DŽ����\���ڸ����D���Ќ��a���ܴ������_�����ɞ�����еĸ��ӄ��d�ɣ��@�Dz��ݺ�ҕ�ġ����ڿ��g�\�ӷdz����s�������������Ԍ����о������d�ɵ�Ӱ푡���Ҫ���о�������������ԣ��ҳ��c�����P��һЩ���أ�������Ӱ��R���ٶȵ�����Ҫ�����ء������о��l�F�������d�����C���ֲ��ģ��������ߜpС�@һ�����d�ɣ����ڸ��ƄӑB���ԣ�����R���D���Ƿdz������x�ģ����@���c�\���������������P�ġ�
ͬ�����X݆����һ�ӣ��OӋ�rҪӋ�㡢У���X����|�������X���������������ڌ����|�X�������d�ɷֲ������о����@��헑����o��������_��ֵ�����X����|������Ӌ���У�һ�����o�S��ƫ�ƺ���������Ɲ��ʽӋ����X����|��������ƫ�dϵ���������������ڹ����X�S���Ĺ����l���cһ���X݆���Ӳ�ͬ���S�Ñ����y��ȡ�ú��m��ֵ�����S�ý��|�����ڷ���ԇ����A�ϣ����Շ������õ��S��ֵ��ͨ��ֻ��ȡһ���X݆���ӵ�1/4��1/4.5����ģ��������Ҫ���ۿۣ��X������һ����һ���X��ƽ�������M�Џ���У�ˣ����Ҳ�Ǻܴ��Եġ�
߀���S��Ӱ��X݆�S���������������أ�����ϼ���̎�������w�����������l�������b�̈́��Эh���ȵȡ���������Ҫ�����أ�һ����úϽ�䓱��浪��̎������ʹ�S�����и��١��߳��d�������߂���Ч�ʺ��L�������S�����w����Խ�p���������S���ϵđT���������d�ɄtԽС�����@Ȼ���S�����p�ͻ�����������߉����ġ������X�S����������Bʮ�����У������ĝ���������ʹ�S���ڶ̕r�gʧЧ���mȻ�@Щ����Ӱ��X݆�S�������������DZ��ĵ��о����c����˲�����Ԕ����
���ڹ����X�S�����X݆�������������Ե�Ӱ�߀�д����Mһ���о�����������S���˜ʾ�δ�o��݆�X���OӋ����������ȵ�ZBJ19 012-89��ZBJ19 013-89��ZBJ19014-89��������AGMA516.01-78���ձ���JISB1453-84�������roct506-83E�ȡ�
�����OӋ�����и��߳��d�������L���������Ĺ����S��������Ҫ�������X�S���M��ȫ��������\�Ӻ����������о��䇧���\��Ҏ�ɺ����ԣ��ԃ������W���ԣ���߂���ƽ���ԣ����͂��ӵĸ����d�ɣ���߳��d���������L�����������������@������ȡ����һЩ�о��ɹ�[71-77]��
�����X�S���ļӹ��|��ֱ��Ӱ������\�����ԡ��ٺõ���Փ�OӋ����KҪͨ�^�ӹ��팍�F�������X�S���ӹ��ĺ��Ć��}�ǹ����X݆�ļӹ����Ĺ�ˇ�ρ��f�������X݆�ļӹ���KҪ��Q�K�˹����C�о��_���X��ʹֲڶȡ�����Ӳ�X�棬���ɰ������X�Ĺ�����Ҫ����X��❍�ȣ����ڟ�̎��֮ǰ�����C���^�õĻ����X�Σ�Ҳ�����f�����X݆�X�εij��μӹ����P�I���ڹ��I�l�_���ң��ö����˔��؝L�X�C�M�й����X݆�ӹ������y�¡�����ͨ�C�ȼӹ������X݆���ԣ���Ҫ�в��X������X���͝L�X����
���X����չ�ɼӹ��ķ������嵶������ֱ�������\�ӣ�ͬ�r�c�X����չ���\�ӣ��X���Sͬ�A�����M�˵�ֱ���\�ӣ���ʹ�嵶�cԓ�\�ӵďͺϞ�һ�Ķ������\�ӡ������^�������������\�ӷ���ĸ�׃�����ߵ�����ǰ�Ǻͺ�Dz���׃�����ڴ�Ķ�����r�£���׃��ֵ�ܴ��ڵ����OӋ�r�����ɱ����Ҫ�Ԇ�ʧһ���������������ǶȺ͵��ߏ��Ȟ���r�Qȡ�ɼӹ��ԡ����X�ӹ�����߀��회������ęC���M�и��b�����m�������c�����g���\�ӣ��˸��b�^�����y�����Dz��X���������ӹ������X�Οo��Փ�`��X���X�ξ��ȸߣ��ڇ������\�õ����ӡ�
��X����һ�N���μӹ�������ԓ�������ڼӹ�һ�ΈA�������X���^���㣬ֻ����㊴��ϰ��b�A�P�����_�ͷֶ��^���ɣ��o회��õĹ�ˇ�b�ú͌��C�����b���������ڲ�ͬ׃λ���X�β�ͬ����㊵������m���@�N׃������Ȼ�����X���`��X�Ľ��|���Ƚ��͡��ֶȾ���ֱ��Ӱ��X݆���ܹ��`�������X�ӹ��������ֶ�����X�ۣ���˼ӹ�Ч���^�͡��˷���һ��ֻ�m���چμ��ľ���Ҫ�ߵĹ����X݆�ӹ������ڷLjA�Ķ����������X݆�ļӹ������η�ͬ�Ӵ��ڙC�����b���s�����}��
�L�X����������õļӹ������������мӹ�Ч�ʸߡ��C�����b�^���Ρ��m����ʹ����ͨ����݆�L���ӹ������c���ڝL�мӹ��У���Ҫ���c�Lֱ�X݆��ͬ���\���⣬߀Ҫ���ӹ����_��һ��ֱ���\�ӣ�ԓֱ���\���c�L�������\�ӵďͺϼ���Ķ�������܉�E����ʹ�����_���\�ӝM��Ķ�������Ҫ��ͨ��Ҫ������ͬ�ĹĶ��������OӋ��ͬ�ķ����b�ã���Ҋ����ģ���քӷ����b�á�ƫ��݆ʽҺ�������b�á�늙C��ģ�b�á��Һ�ŷ��y�C�����C���ƵIJ��M늙C���S���y����ƈ��ЙC�����b�ã����ػ��������ܝL�X�C�ӹ������X݆Խ��Խ�ܵ���ҕ���ɞ�����X݆�ӹ�����Ҫ�lչ����
ģ���քӷ��μӹ����ڙC�������_�c����֮�g���b����ӹ������X�Ķ�������ģ��Ͱٷֱ����ɲ����߸����ٷֱ���ָ�ƫ�[���ք��ӹ����_�M�мӹ����@�N���������˹��������ӹ����Ĺ����X݆�X���^�ֲڡ��Ķ������`����Ҳ������㡣���ڲ�ͬ�Įa������Ҫ��ͬ�����壬�@��һ�N�^ԭʼ�ļӹ�������
ƫ��݆ʽҺ�������b�õĹ���ԭ���nj��L���ܵ�ֱ���\�����X݆�X�l�C���D׃��݆�Ă��ӣ����g����һ�M��݆��������ͬ�ĹĶ���Ӌ�����݆�X������݆�Ƅ��S���y����Һ���]���ӹ����_�����ڲ���ƫ�ĈA݆�����D�ӣ�λ���������������������LjA������˼ӹ��ĹĶ��������������������P�īI��B�Ğ�Һ����ģʽ���μ��g�����ڲ�ͬ�ĹĶ�����������������ęCе��ģ����Һ���S�әC���M���ӡ��@�N�ӹ����������ڴ��ڿ�ģ�����`��|�������ƣ������y�ڼӹ������Ķ������Ĺ����X݆��
늙C��ģ���Һ�ŷ��C���c݆ʽ��֮ͬ̎��������ģλ����׃�Q�����̖���o���ЙC����ʡȥ�˙Cе�����b�ã�����˂��Ӿ��ȡ�
�L�X���ӹ����д����X�治���Q̖�`��о��������L�X�ӹ����Ĺ��������d������gƽ����������������X��鷴���Q���������X�治���Q���X��Ť�������ڴ�ģ������Ķ��������X݆���ö��^��С�ߏ��L���ӹ���ԓ�`���^���أ�����С�Ķ��������X݆�ļӹ���һ�����`���^С���ɺ��ԡ�
�ڝL�X�ӹ���߀��һ�N��żչ�ɷ������ļӹ�ԭ���������X݆�c���X݆��ƫ�Ǡ�B�µć����M��չ�ɼӹ��ġ�ԓ��������һ���ˇ�b���������X�����@�����ĵ��F���\�ӣ��L��ֱ���M�o�ɞ������X݆�X�棬���j�ӹ��������X݆�X�档���@�N�����ӹ������Ĺ����X݆���S�g�A�Ǟ�ӹ��r�ĊA�ǹ����r�������X݆�X����̎�ڇ��Ͼ����|�Ĺ�ܗ�X�懧�Ϡ�B�����ӱȺ��1�����a�����ӑT���D�أ��o���档���@�N������ʹ�õĹ�ˇ�b�Ä����^���ˌ��ڴ�ߴ�Ĺ����X݆�ļӹ��^�����y��
���ö����˔��؝L�X�C�ӹ������X݆���ӹ������^�ߣ��������O�䰺�F���ӹ��ɱ�̫�ߣ���ˇ����в���Ҋ�����ػ��������tͨ�L�X�C�ӹ������X݆���ЏV�ǰ���������мӹ��|���ߡ��������㡢�aƷ�m���ԏ�������ɱ��͡��������ڶ̵�ʽ���c��
�����X�S���Č���о�����߀��Ҫ����������ԇ��A�Ρ��Ĵ��Yꖃ�ȼ�C܇�S�M���^�����X�S�����d����ԇ�ڹ��r��ؓ��ԇ��_�Ϝyԇ��ͬ�A�Ǡ�B�ɵ��ٵ����ٵij��d���ء�
�Cе���I���m��ʯ�͙Cе�о����M���˹����X�S���_��ԇԇ���ݞ飺һ���yԇ�X�������������������ل��Dԇ�yԇ�S���ij��d������Ч�ʣ������oŤ�Ɖ���ԇ���y�����X�S��ԇ����ģ��m=2.5���X��z=68��ᘌ���ͬ��ԇ���ԇ�����X�E�飺
��ԇ�һ�У����˜y���X��̎�ď�������������׃Ƭ�N������S�����X�����Ⱦ����5mm���X����λ�������Ѓɂ��X݆�Ϸքe�����Ă���׃Ƭ�������NƬ̎λ�êMխ�����ֻ�؏�����׃�����N��һ����׃Ƭ���ض��a��Ƭ�N�ڿ����X݆�ĈA�����ϡ����˱��C������������ԇ�r�����X݆�мӝ���������100r/min�ĵ��D���y������ͬ�r���˷�ֹ��׃Ƭ�������Xҧ�ģ��،������ă��X����ȥ1mm�����OӋҪ��ԓ�����X�S��������0��-1.5����S�g�A�ǣ���ˣ�ԇ�r��0�㡢1.5�㡢1���1.5���S�g�A���ķN���r�����ˡ��OӋ�d��ֵ��5000N��m��10000N��m��15000N��m�����d�^�̞�ƽ�����d���䌍�Eһ��飺
��1��ԇ�\�D���z�鰲�b�Ƿ����á��D�ٞ�100r/min�������d��
��2�������hÿ��ݔ�ɂ��c����̖���փɴΜy���Ă��c���_ʼǰ����׃�x�A�{ƽ�Ⲣ�o���˶���̖���_ʼ�r��ƽ�����ٵ�100r/min��Ȼ����d���O��ֵ���������犣�ӛ䛑�׃������Ť��ֵ����׃�d��ֵ����ӛ䛣�ֱ��������N�O�����d��ֵ��ֹ���؏��������E������ڶ��Ρ������Μy��ֵ��ÿ���c���y�����Ρ��y��ͣ܇��o���ӑB��׃�x�Ę˶���̖��������Μy��֮��ͣ܇�ēQ�y�c����������Μy�����@�r�������һ�N�S�g�A�ǜy������׃�S�g�A��ֵ����ͬ�ӵķ����M����ȥ��ֱ����Ɍ�ȫ���S�g�A��ԇ�Ĝy��λ�á�
��ԇ���У������\�Dԇ�r���y��ݔ�롢ݔ����Ť�غ��D�٣��ɴ˵õ����N��ͬ�S�g�A�Ǖr�����X�S���Ă���Ч�ʡ����]��0���S�g�A�Ǖr�����X�S���Ĺ����l���Խ�������d����Ӱ푲���ԓ�ԇ�]��0���S�g�A�ǹ��r��ֻ�M����0.5�㡢1���1.5�����N�S�g�A�ǵ�ԇ�OӋ�d��ֵ��6000N��m��4500N��m��4000N��m��ԓԇ��У��X݆�ȼ����˝���֬�����d�^�̞�ƽ�����d���䌍�Eһ��飺
��1��ԇ�\�D��ƽ�����ٵ�100r/min���z���Пo������
��2�����ټ��d��������ӛ�ݔ��ݔ���D�غ��D�١�
ԇ������oŤ�����M�У����b�S�g�A��0�㣬�����a���^������X�S���Пo�������䌍�Eһ��飺
��1���������X�S�����b���oŤ���ϲ��{���ã�
��2�������a��ӛ���������a�Ŀ�������Ȼ��Q���Ť��ֵ��
ͨ�^�������N���õ���һЩ�Ѓrֵ�ĽYՓ��
��1���X����������ͬλ���ϣ�݆�X�X��������ͬ����������F�ڼ����D�^���S�g�A��Խ���X݆�����ڴ���Խ���S�g�A��С�r����׃��������������������S�g�A�Ǵ�r����׃������һ���}�_���Ρ��@�f�����S�g�A��ԽС���X�g�d�ɷ���Խ�����S�g�A��Խ���d���X����Խ�٣���� ����Խ��
��2�������\�Dԇ�S���S�g�A�ǵ�����Ч����u���͡��S�g�A����0.5�㡫1.5��֮�g�r��Ч��ֵ��0.94��0.98֮�g�������\�D�ꮅ�����X�S�������X�X������F���ؔD�ۣ����ڰ��b�S�g�A�ǵĴ��ڣ������X��֮�g�����������\�ӣ������X��D�����X��Ӳ���^�ߕr�����Ա����@�N�p�������ڱ��ӛ]���y���X���^ܛ����r�£������X�S�����X��Ӳ��244HB�����X��Ӳ��284HB���������ĔD���p���@�ø��Ӈ��ء����X�p�������g�����ɶ��������X�t�෴���ɂ��X݆�������X������Ľ������ӡ�
��3���oŤ�Ɖ�ԇ�������oŤ�ܵ����ƣ����a����ֻ�ܼӵ�4000N���oŤ�������L10m�����ϼӵ����؞�40000N��m���ڴ����������£������X�S���]�аl�����X�ƭh����Ҋ�ڟo�S�g�A�Ǖr������d�����Ƿdz��ߵġ������_�܌��߀�в��٣����l��������ͬ�������YՓ�����cǰ��ԇ���ͬ����һһ��B��
�������͙Cе�о���Ҳ�M���˹����X�S������ԇͨ�^�yԇ�ڲ�ͬ�S�A�ǺͲ�ͬ�D���µij��d������Ч�ʡ��������z�y�\�к���X��ĥ�p���ó������X�S���������@����ֱ�X�S���ĽYՓ���������͙Cе�о���߀�M���^�����X�S�����Iԇ��Ŀ�����˽�����X�S�������a���H�е�ʹ����r�����d�ܺ��ͱ��É������z��OӋ�����ĺ����ԺͿɿ��ԡ��քe�ھ���܈�C�͘�ʽ��܇�ϰ��b�����X�S�����ڹ��I���a�h�����\�С�ԇ�����˜��ṩ���OӋҎ���OӋ���졣�������ژ�ʽ��܇�ϵĹı��X�S�������bǰ�y��ӛ����䌍�H���칫�����L�ȣ�����ĥ�p���z���ԭʼ���������^�o���r�g���H�\�к�ԇ����ĥ�p���ΑB�z���Է����ó���ԇ�YՓ��
�ھ���܈�C�ϣ��ù����X���������ԭ������^�̵�ֱ�X�Xʽ�S���������B�ӳߴ���ͬ���\�нY�������������γߴ��ஔ����r�£������X�S���D�ش����S�D�ٸߣ�����˳��d���������X�ć�����r�����������X�X��ʹ��Σ���������߅�D���F���|��r�õ����ơ����ʹ�É�����ߣ������ڸ��ٹ��r�¿ɱ��C�\�Dƽ�����B�m���a�r�g���^3���£�܈�ƾ���6000��������δ�l�F�κή����F�����\��ƽ������С��
�ژ�ʽ��܇�ϰ��b�\�еă������X�S�����˜��ṩ���OӋҎ���OӋ���졣���\����5���º��M�в�ж�z�顣ÿ�찴14С�rӋ�㣬������1750С�r������ԇ���քe���6��10 7��4.8��10 6�ι���ѭ�h��ԇ��õ�܇�����^æ�������r�g���������ƣ�������Q���l�����_������^��ж���^������X݆���l�F�X����|���ã��o���X���o�Ѽy���o�c�g��ĥ�p�^�����y���������L�ȣ�Ӌ����������X�S�����XȦ�����Xĥ�p���քe��0.05mm��0.08mm��ͨ�^ԇ��C�������Ϙ˜��OӋ��������b��Ĺ����X�S�����܉��_���A�ڵij��d������ʹ�É����������\�С�ͨ�^ԇ�߀�l�F���X�澫�������ĥ�p����Ҫ���ء��������X�S�������S�g�A�Ǵ��ڵ���r�£������X�����������ٶȴ���˽����X��ֲڶ�����߹����X�S����������Ч;����
߀���īI��B�˹�ܗ�����X�S���X����|ԇ�������]�еó����@�ć��Ͻ��|�^���ԇ�Y������Ŀǰ��ֹ߀δҊ�����P���X���|�����X���Ѽy�ƭh�A�����Ĉ�档
1.3 �n�}��Դ�cՓ�ĵ���Ҫ�о�����
ԓ�n�}��Դ�ڇ�����Ȼ�ƌW�����Y���Ŀ�����ֻ������չ�ɷ����о�����500075031�������ĵ��о��}Ŀ�飺��ܗ����Ĕ��ֻ���������ܗ�����X�S�������о������n�}�����ɲ��փ��ݣ�����ܗ����Ĕ��ֻ�������ܗ�����X�S�����ӷ��������ĵ���Ҫ�о��������£�
��1������˹�ܗ����Ĕ��ֻ������ĸ�������˔��ֻ���ܗ�������ģ�͡���ܗ����Ĕ��ֻ�������һ�����µĸ�����n�}�����ڻ��ڽ�����ܗ��Փ�Ļ��A�ϣ�������һ�ה��ֹ�ܗ�Pϵ���M�����F����֪һ��������xɢ���˔����ͽo��������Ĺ�ܗ�\�ӵĻ��A�ϣ�����c��֪����ܗ����һ����������˔��������M�Д����c�D�η��档
��2��������ܗ����Ĕ��ֻ����������ģ�ͣ��_�l����һ���ڔ����c����ĸ����Ĺ�ܗ�������ܛ����
���F�����㷨�ļ��g�P�I�����ڲ�ͬ�\�ӕr��������һ�c�ķ�������ԓ�c���\��܈�E�ϵ�����������⡣
��3���\�ù�ܗ�������ܛ�����о��˻��D������X݆�棨ֱ�X�桢�����X�棩�Ĕ��ֻ���ܗ��↖�}��
��ܗ�������ܛ���Ć������������L���ԁ���ܗ�����X��ֻ�ܽ����OӋ�c�ӹ��ľ��棬���F��ܗ�����X���OӋ���ӹ������Ԅӻ���
��4��������һ��ܗ�����X�S���Ă�����Փ��������ԓ��Փ����ܗ�����X�S�������M���˶��X���Ϸ����������һЩ�µ��о��YՓ��
��5���\�Ô�ֵ����������ܗ�����X�S���������W�����M��ȫ�������
��6���OӋ�����˹����X�S�����ӌ���_���b�ú͌��ϵ�y���������X�S�������M���˶��X���ό����X���Ѽy�Ɖ��A������о������c��Փ�о����ˌ��ȷ�����
��һ�
��һ�